 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Pipes Extrusion Process
2021-06-09
Ningbo Fangli Technology Co., Ltd. is a mechanical equipment manufacturer with nearly 30 years’ experiences of plastic extrusion equipment, new environmental protection and new materials equipment. Here we have prepared some comprehensive introduction about the extrusion processing of pipe, as follows:
Pipe is a tube or hollow cylinder for the conveyance of fluid. The terms “pipe” and “tubing” are almost interchangeable. “Tube” is often made to custom sizes and may have more specific sizes and tolerances than pipe, depending on the application. The term “tubing” can also be applied to tubes of a non-cylindrical nature (i.e. square tubing). The term “tubing” is more widely used in the USA and “pipe” elsewhere in the world.
Pipe may be specified by standard pipe size designations, such as Nominal Pipe Size (in the US), or by nominal, outside, or inside diameter and wall thickness. Many industrial and government standards exist for the production of pipe and tubing.
Most pipes are made through extrusion, in-line with the direction of extrusion, die, sizing or calibrating device or tank, water cooling tank, conveyor, and cutter, if needed, and take off equipment at the end of the line. The line could include a marking device or a testing device. An important requirement is to cool the extrudate rather fast near the die while keeping control of dimensions and properties.
Included in the processes are various techniques to control the dimensions/sizes that are either free drawn melts (usually for the small diameter tubes) or sizing features. The total cost of producing the pipe could include material costs of up to 80%. The goal is always to get a tighter tolerance control to reduce material consumption. Dimensional and/or thickness calibrating disks of different designs are used.
A combination of the melt properties, rate of the line speed, internal air pressure, and rate of cooling influences the size of the tube. The melt drawdown ratio from the die into the water cooling trough is directly related to the final size of the tube. Depending on the plastics being processed, the ratio ranges from 4/1 to 10/1. Using low ratios helps to minimize extruded-in stresses, which can lead to problems related to shrinking and stress cracking.
Depending on the characteristics of the plastics being processed, shrinkage can occur within 24 hours period after leaving the processing line. The tube or pipe may also be subjected to annealing and other post conditions that could affect the degree of shrinkage.
There are many different ways pipe and tube products used in moving liquids, gases, solids, and so forth. They can be shaped to provide decorations, safety supports, and so on.
Steps to reduce the cost to process plastic pipes include:
1) Operate to minimize outer diameter (OD) and internal diameter (ID) tolerances;
2) Improve in pipe quality and properties via studying gains with compounding ingredients and blending procedures used;
3) Reduce set-up time by means of start-up aids and automation systems;
4) Develop savings in electricity consumption by the optimization of the extruder; and
5) Use of efficient dies, cooling tanks, pullers, and takeoff equipment.
The tolerance control of pullers is critical to minimizing
OD and ID dimensions, particularly the smaller tube sizes.
A very slight variation in the puller speed can drastically influence their dimensions and waste of plastics.
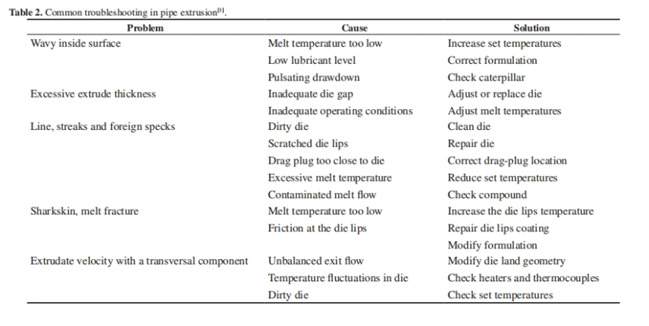
The Table below shows the most common troubleshooting in pipe extrusion.
The above is about the pipe extrusion progress, hoping to provide you with some help. If necessary, welcome to contact us.
https://www.fangliextru.com/solid-wall-pipe-extrusion-line
https://www.fangliextru.com/special-use-pipe-extrusion-system


X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy